












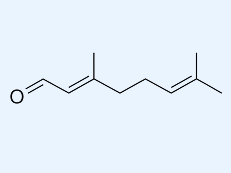
Citral Derivatives
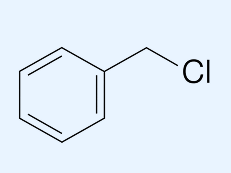
Chlorotoluene Derivatives
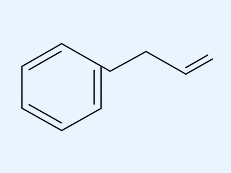
Styrene Derivatives

6,000+ MT Annual Capacity
6,000+ MT Annual Capacity
Multi-purpose plant for consistent output at commercial scale

Reaction Plant
Reaction Plant
Multi-chemistry set-up for complex chemical syntheses

Blending & Packing Area
Blending & Packing Area
Clean, sanitised and contamination-free, to make sure high standard product delivered.

Specialised Distillation Plant
Specialised Distillation Plant
High-vacuum columns for superior odour profiles

Hydrogenation Plant
Hydrogenation Plant
Designed for high-pressure reactions with complete safety protocols

Quality Control and R&D
Quality Control and R&D
Our expert and dedicated teams work 24X7 for quality control and Research and development to deliver the best results.
6,000+ MT Annual Capacity
6,000+ MT Annual Capacity
Multi-purpose plant for consistent output at commercial scale
Reaction Plant
Reaction Plant
Multi-chemistry set-up for complex chemical syntheses
Blending & Packing Area
Blending & Packing Area
Clean, sanitised and contamination-free, to make sure high standard product delivered.
Specialised Distillation Plant
Specialised Distillation Plant
High-vacuum columns for superior odour profiles
Hydrogenation Plant
Hydrogenation Plant
Designed for high-pressure reactions with complete safety protocols
Quality Control and R&D
Quality Control and R&D
Our expert and dedicated teams work 24X7 for quality control and Research and development to deliver the best results.
















