
















Chlorination
Esterification

24,000+ MT Annual Production Capacity.
24,000+ MT Annual Production Capacity.
Integrated continuous-processing lines engineered for high throughput and reliable, uninterrupted operation.

Distillation & Purification Systems
Distillation & Purification Systems
High-efficiency distillation columns and purification units to deliver tight specifications, high-purity Benzyl derivatives and consistent product quality.

Storage & Material Handling
Storage & Material Handling
Dedicated storage tanks and automated handling systems for all the products ensuring safety, segregation and smooth logistics.

Semi-Autonomous Plant Architecture
Semi-Autonomous Plant Architecture
Automation backed Honeywell DCS architecture ensures consistent manufacturing, while reducing human error for making complex chemistries perfect.
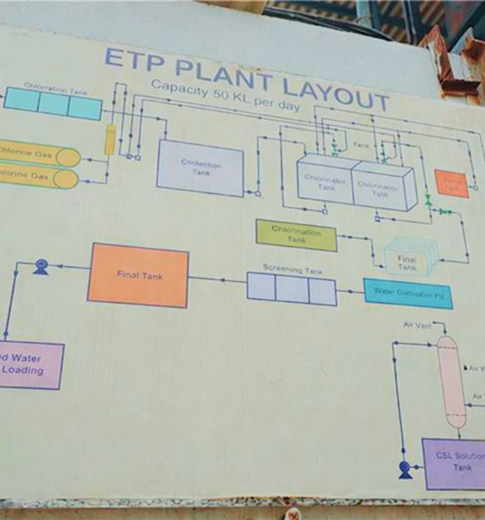
Effluent Treatment & Emission Control
Effluent Treatment & Emission Control
Dedicated effluent treatment, scrubbers and emission-control systems to meet strict environmental and safety norms and ensure responsible operations.
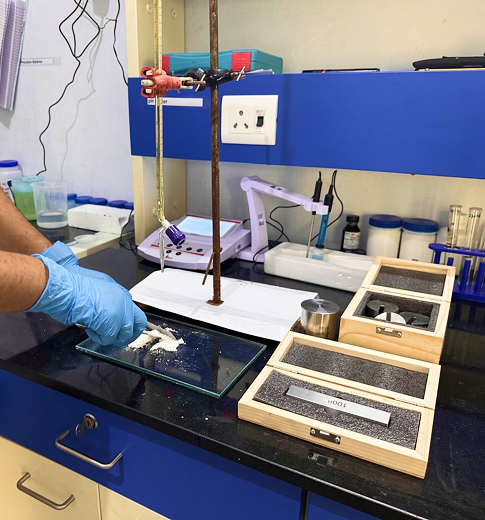
Quality Control and R&D
Quality Control and R&D
Our dedicated teams work round the clock across QC and R&D to deliver both bulk and specialty chemicals.
















